 tr
tr
Servo Motor Stator Çekirdeği ve Rotor Laminasyonları
Motor Stator Çekirdeği Servo Sistem Performansını Neden Tanımlıyor?
Herhangi bir hassas hareket sisteminde servo motor, harekete geçirici bağlantı görevi görür ve elektrik girişini milisaniye düzeyinde yanıt verme özelliğiyle kontrollü mekanik çıkışa dönüştürür. Bu dönüşüm sürecinin merkezinde motor stator çekirdeği bulunur: rotoru çalıştıran dönen elektromanyetik alanı üreten sabit manyetik yapı. Geometrisi, malzeme özellikleri ve üretim hassasiyeti, toplu olarak enerji dönüşümünün ne kadar verimli ve doğru bir şekilde gerçekleşeceğini belirler.
İyi tasarlanmış bir stator çekirdeği, manyetik akıyı iletmekten daha fazlasını yapar. Bu akışın hava boşluğu boyunca uzamsal dağılımını şekillendirerek tork doğrusallığını, geri EMF dalga biçimi kalitesini ve motorun değişen yük koşullarında hassas konum kontrolünü sürdürme yeteneğini doğrudan etkiler. Robotik kollarda, CNC işleme merkezlerinde ve yüksek döngülü otomatik montaj hatlarında (konum doğruluğunun mikrometre cinsinden ve döngü sürelerinin milisaniye cinsinden ölçüldüğü ortamlar) stator çekirdeği ticari bir bileşen değildir. Hassas bir performans unsurudur.
Stator çekirdeği seçimini ve spesifikasyonunu bir satın alma kararı yerine bir mühendislik kararı olarak ele alan üreticiler, sürekli olarak daha iyi sistem düzeyinde sonuçlar elde eder: daha düşük tork dalgalanması, daha az termal birikim ve bakım döngüleri arasında daha uzun çalışma aralıkları.
Malzeme Seçimi: Düşük Kayıplı Manyetik Performansın Temeli
Laminasyon malzemesinin manyetik ve elektriksel özellikleri, motor verimliliği ve dinamik tepki üzerinde mutlak bir tavan oluşturur. Servo motor stator ve rotor laminasyonları için, yüksek geçirgenliğe sahip silikon çelik (tipik olarak %2 ile %3,5 arasında değişen silikon içeriğine sahip yönlendirilmemiş elektrikli çelik) hassas servo uygulamalarında tercih edilen malzemedir.
Silikon alaşımı, elektrik direncini artırarak girdap akımı kayıplarını bastırırken, yüksek geçirgenlik dereceleri, manyetik devrenin daha yüksek akı yoğunluklarında doymasını sağlayarak çekirdek hacminin birimi başına daha fazla tork çıkışına izin verir. Laminasyon malzemesi tedarik ederken belirtilmesi gereken temel performans parametreleri şunları içerir:
- Çekirdek kaybı (W/kg) - belirli akı yoğunluğunda ve frekansında ölçülmüştür (örneğin, yüksek hızlı uygulamalar için 50 Hz'de 1,0 T veya 400 Hz); daha düşük çekirdek kaybı, termal üretimi azaltır ve çalışma hızında verimliliği artırır
- Bağıl geçirgenlik (μr) — daha yüksek geçirgenlik, belirli bir akı yoğunluğunu elde etmek için gereken manyetomotor kuvveti azaltır ve daha duyarlı tork üretimine olanak tanır
- Laminasyon kalınlığı — daha ince laminasyonlar (0,20 mm, 0,27 mm, 0,35 mm), daha yüksek elektrik frekanslarında girdap akımı kayıplarını azaltır; uygun kalınlık motorun nominal hızına ve kontrol bant genişliğine bağlıdır
- Yalıtım kaplaması — katmanlar arası yalıtım (tipik olarak C-5 veya C-6 dereceli kaplama), girdap akımlarının istiflenmiş laminasyonlar arasında köprü kurmasını önleyerek, birleştirilmiş çekirdeğin amaçlanan kayıp özelliklerini korur
10.000 RPM'nin üzerinde çalışan ultra yüksek hızlı servo motorlar için, geleneksel silikon çeliğin yerine amorf metal alaşımları veya kobalt-demir kaliteleri belirtilebilir; bu, yüksek frekanslarda karşılık gelen maliyet primiyle önemli ölçüde daha düşük çekirdek kaybı sunar.
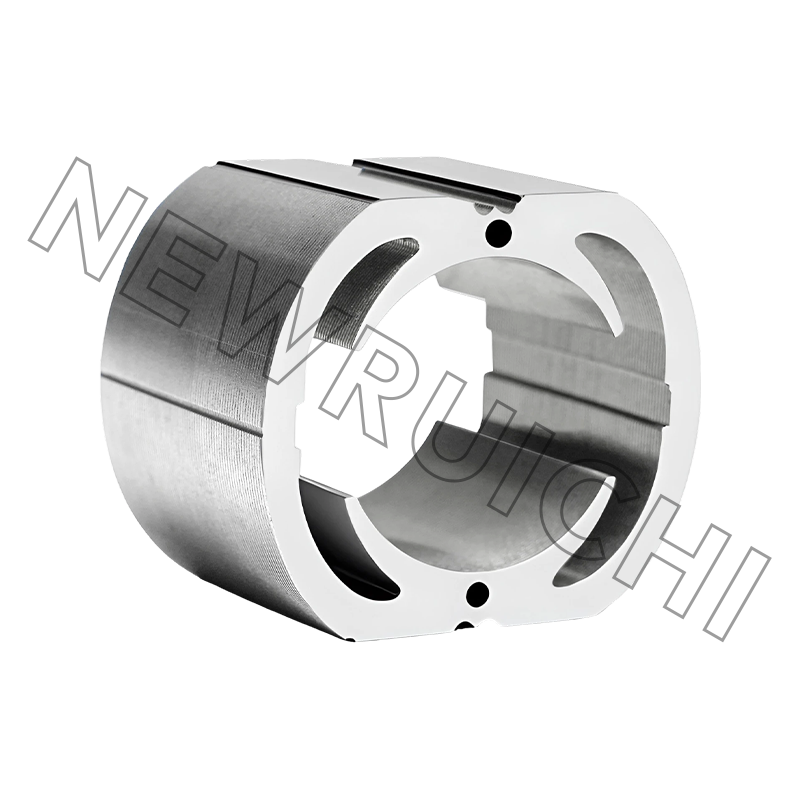
Hassas Damgalama: Üretim Süreci Boyutsal Tutarlılığı Nasıl Sağlar?
Ham silisli çelikten bitmiş ürüne geçiş servo motor stator ve rotor laminasyonları yüksek hacimli üretim süreçlerinde sıkı geometrik toleransları koruyabilen hassas damgalama teknolojisi gerektirir. Laminasyonlardaki boyutsal tutarsızlık (yuva geometrisi, diş genişliği veya dış çaptaki değişiklikler) doğrudan monte edilmiş çekirdekteki manyetik asimetriye dönüşür ve hava boşluğu akışında harmonik distorsiyona ve tork dalgalanmasında ölçülebilir artışlara neden olur.
Progresif kalıp damgalama, servo motorlu laminasyonlar için baskın üretim yöntemidir ve belirli ölçekte tutarlı kalite için gereken verimi ve tekrarlanabilirliği sunar. Damgalama sırasında kontrol edilen önemli boyutsal parametreler şunları içerir:
- Yuva geometrisi toleransı — yarık genişliği ve derinliği doğrudan sargı doldurma faktörünü ve akı yolu isteksizliğini etkiler; Servo dereceli laminasyonlar için tipik tolerans hedefleri ±0,02 mm veya daha sıkıdır
- Çapak yüksekliği kontrolü — Damgalama kesme bölgesinden kaynaklanan aşırı çapak, etkili laminasyon kalınlığını artırır, yalıtım bütünlüğünü tehlikeye atar ve histerezis kaybını artıran gerilim konsantrasyonları yaratır; Çapak yüksekliği tipik olarak ≤0,05 mm'ye kadar kontrol edilir
- Düzlük ve kamber — düz olmayan laminasyonlar, çalışma hızında rotor eksantrikliğine ve titreşime neden olan istiflemede düzensizlik yaratır; düzlük sapması tipik olarak 100 mm laminasyon çapı başına 0,1 mm olarak belirtilir
- İç ve dış çap eş merkezliliği - hava boşluğu akı yoğunluğu dalga formunun uzaysal harmonik içeriğini doğrudan yöneten, rotor çevresi etrafında tekdüze hava boşluğunun korunması için kritik öneme sahiptir
Kontrollü kalıp boşluğu ve düzenli kalıp bakımı yoluyla elde edilen pürüzsüz kenarlar aynı zamanda yüksek hızlı dönüş sırasında mekanik dengeye de katkıda bulunarak aksi takdirde duyulabilir gürültüye ve rulman aşınmasının hızlanmasına neden olacak titreşim uyarma kuvvetlerini azaltır.
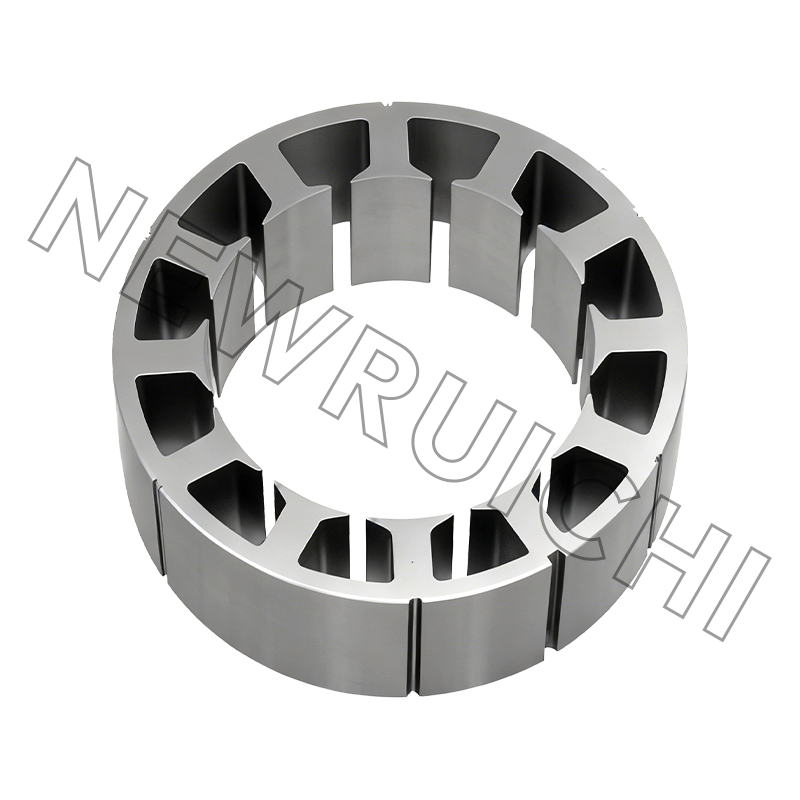
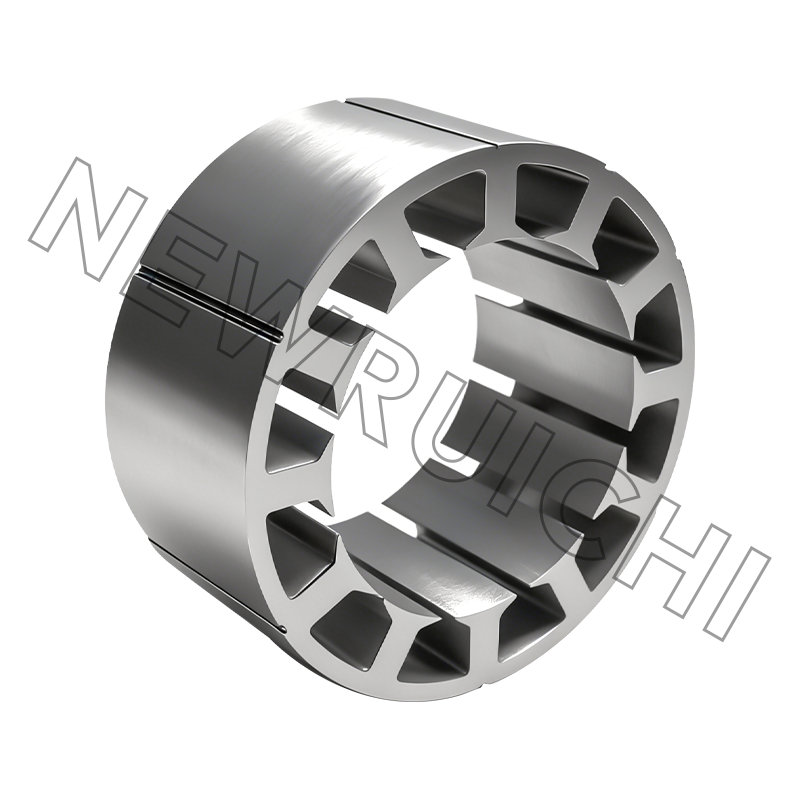
Stator Rotor Çekirdeği Tasarımı: Kutup-Yuva Eşleştirme ve Manyetik Devre Optimizasyonu
stator rotor çekirdeği Stator yuvası sayısı, rotor kutup sayısı ve bunların geometrik ilişkisinin birleşimi olan konfigürasyon, servo motorlarda tork dalgalanma büyüklüğünü, vuruntu torkunu ve sargı endüktansını yöneten birincil tasarım değişkenidir. Bu kombinasyonu doğru bir şekilde elde etmek, yalnızca yüksek bir kutup sayısı veya büyük bir yuva numarası seçmek meselesi değildir; stator MMF dağılımı ile rotor akı modeli arasındaki harmonik etkileşimlerin sistematik olarak değerlendirilmesini gerektirir.
Servo motor tasarımlarında kullanılan ortak kutup-yuva kombinasyonları ve performans özellikleri aşağıda özetlenmiştir:
| Kutup / Yuva Kombinasyonu | Vuruntu Torku | Sarma Faktörü | Tipik Uygulama |
|---|---|---|---|
| 8P / 12S | Düşük | 0.866 | Genel amaçlı servo, robotik |
| 10P / 12S | Çok düşük | 0.933 | Yüksek hassasiyetli konumlandırma, doğrudan tahrik |
| 6P / 9S | Orta | 0.866 | Kompakt servo, tıbbi cihazlar |
| 14P / 12S | Çok düşük | 0.933 | Düşük-speed high-torque, collaborative robots |
Kutup yuvası seçiminin ötesinde, stator yuvası eğimi, rotor mıknatısı eğimi ve diş ucu pah kırma dahil olmak üzere stator rotor çekirdek geometrisindeki yardımcı tasarım özellikleri, vuruntu torku harmoniklerini daha da azaltmak için uygulanır. Bu geometrik iyileştirmeler, laminasyon damgalama aşamasında uygulanır ve bunların doğru şekilde uygulanmasını, önceki bölümde tartışılan aynı boyutsal hassasiyete bağlı hale getirir.
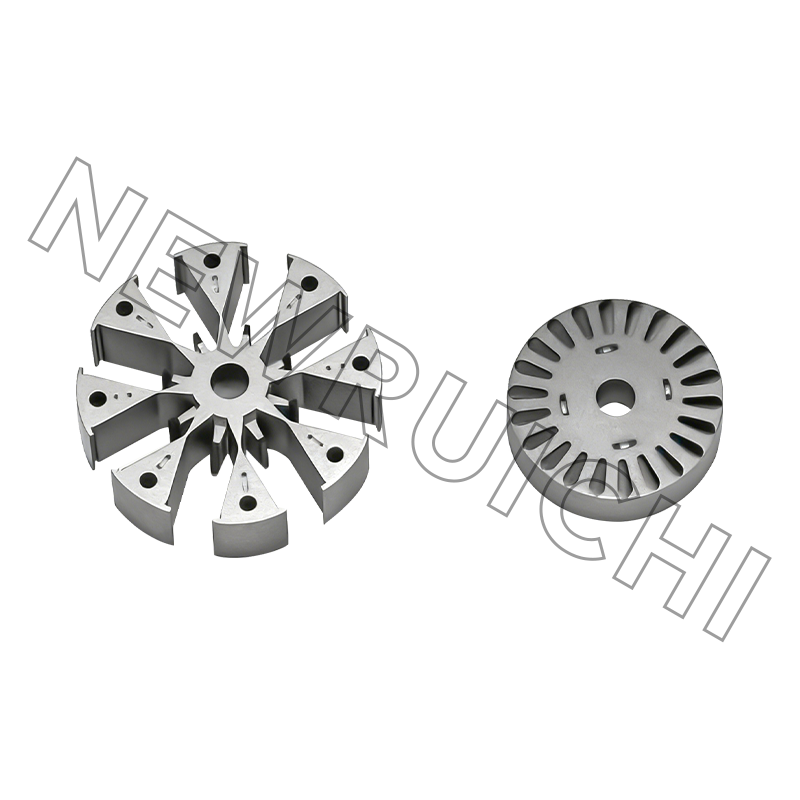
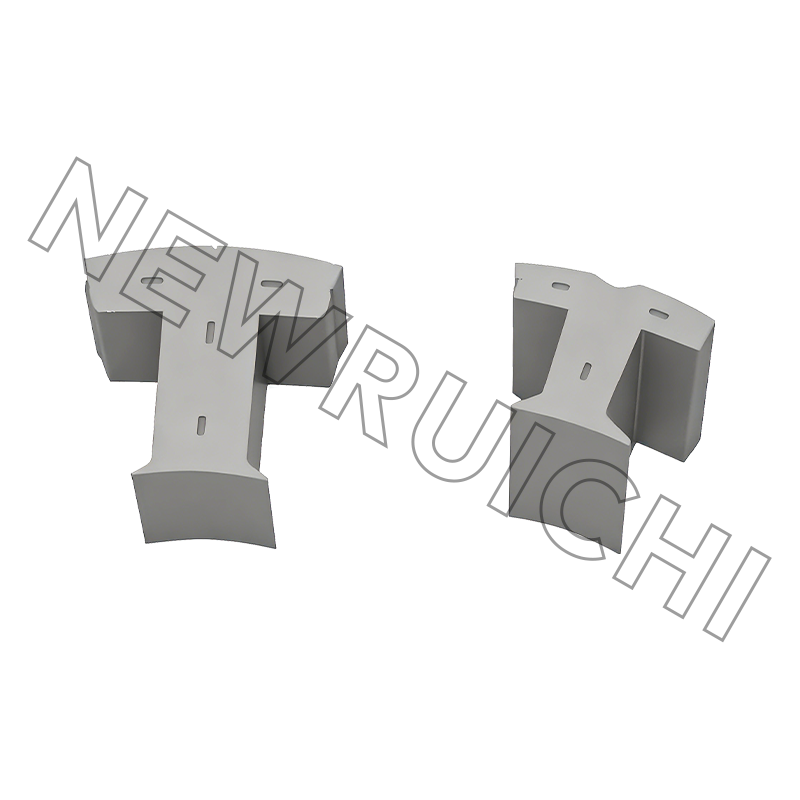
İstifleme, Birleştirme ve Çekirdek Montajı: Laminasyonlardan Fonksiyonel Çekirdeklere
Bireysel servo motor stator ve rotor laminasyonları, tam işlevsel değerini yalnızca tutarlı katmanlar arası temas ve hassas eksenel hizalama ile tutarlı bir istiflenmiş çekirdek halinde monte edildiğinde kazanır. Seçilen montaj yöntemi, mekanik bütünlüğü, manyetik performansı ve sarım yerleştirme ve rotor dengeleme dahil olmak üzere sonraki üretim süreçlerine uygunluğu etkiler.
primary stacking and bonding methods used for servo-grade cores are:
- Birbirine kenetlenme (kendini perçinleme) — Damgalı girintiler veya çıkıntılar, istifleme sırasında bitişik laminasyonları birbirine kenetleyerek yapıştırıcı veya tutturucu olmadan mekanik yapışma sağlar; Hız ve maliyet verimliliği nedeniyle yüksek hacimli üretim için en yaygın yöntem
- Lazer kaynak - istiflenmiş çekirdeğin dış çapı boyunca uygulanan eksenel kaynak boncukları; iyi boyutsal stabiliteye sahip sağlam bir montaj üretir, ancak kaynaktan kaynaklanan stres, etkilenen bölgelerdeki yerel çekirdek kaybını marjinal olarak artırabilir
- Yapışkan bağlama (yapıştırılmış laminasyon yığınları) - Laminasyon yüzeyleri arasına uygulanan anaerobik veya epoksi yapıştırıcılar; her laminasyonun tam manyetik özelliklerini koruyarak kaynak veya kilitlemeden kaynaklanan mekanik gerilimi ortadan kaldırır; ultra düşük gürültülü ve yüksek hassasiyetli servo çekirdekler için tercih edilir
- Cıvata montajı - hassas bir mandrel üzerinde hizalanan ve içten cıvatalarla sıkıştırılan laminasyonlar; esas olarak kilitlemenin veya kaynağın pratik olmadığı daha büyük çerçeve boyutları için kullanılır
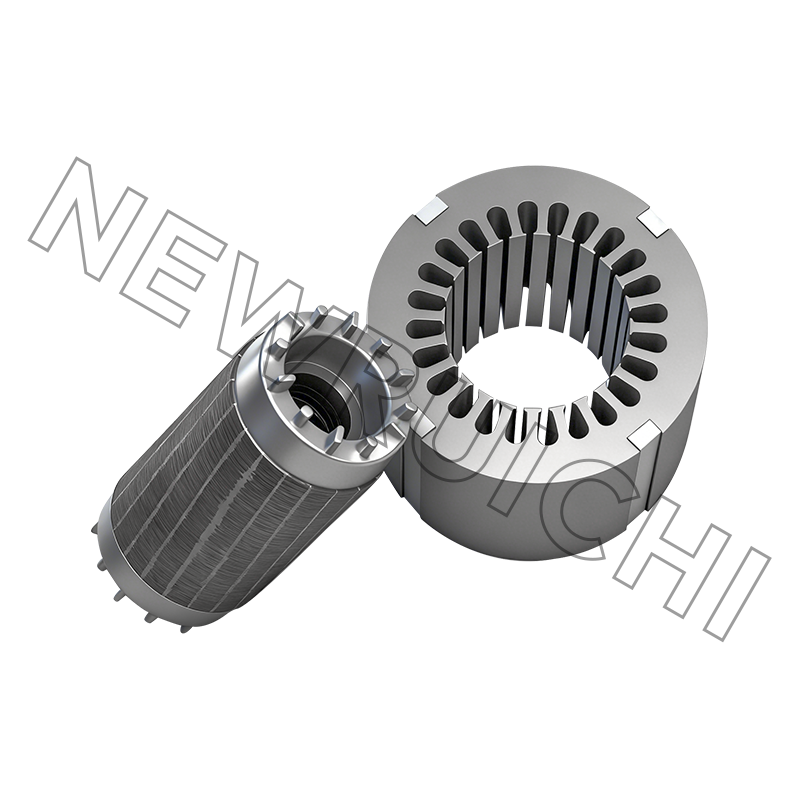
Sabit mıknatıslı servo motorlardaki rotor çekirdekleri için hassas eksenel istifleme hizalaması özellikle kritik öneme sahiptir. Rotor laminasyon yığını ile mıknatıs montaj geometrisi arasındaki yanlış hizalama, çalışma sırasında hem vuruntu torkunu hem de akustik gürültüyü artıran asimetrik akı yollarına neden olur.
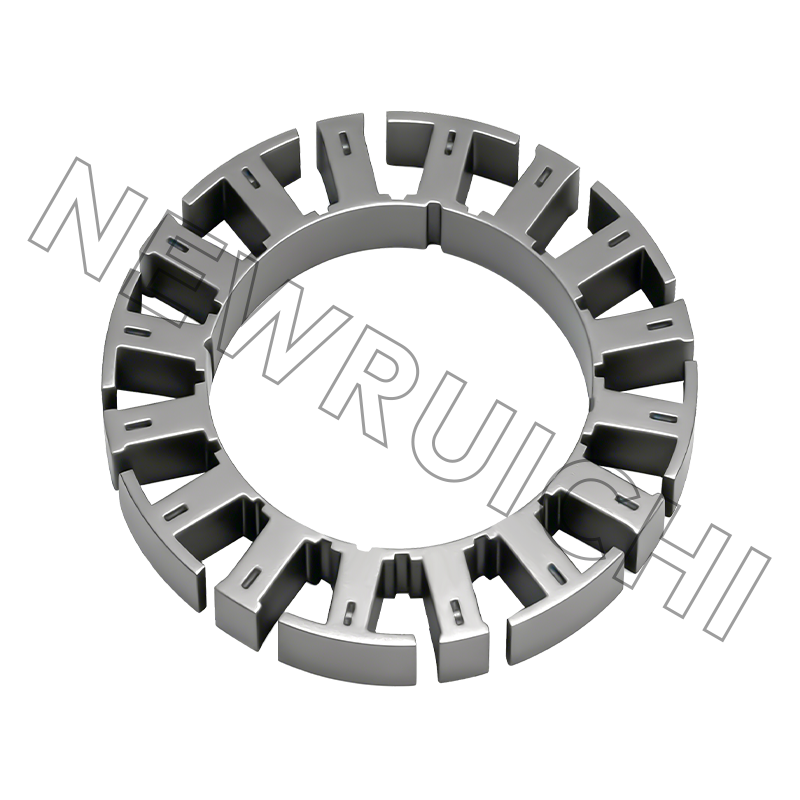
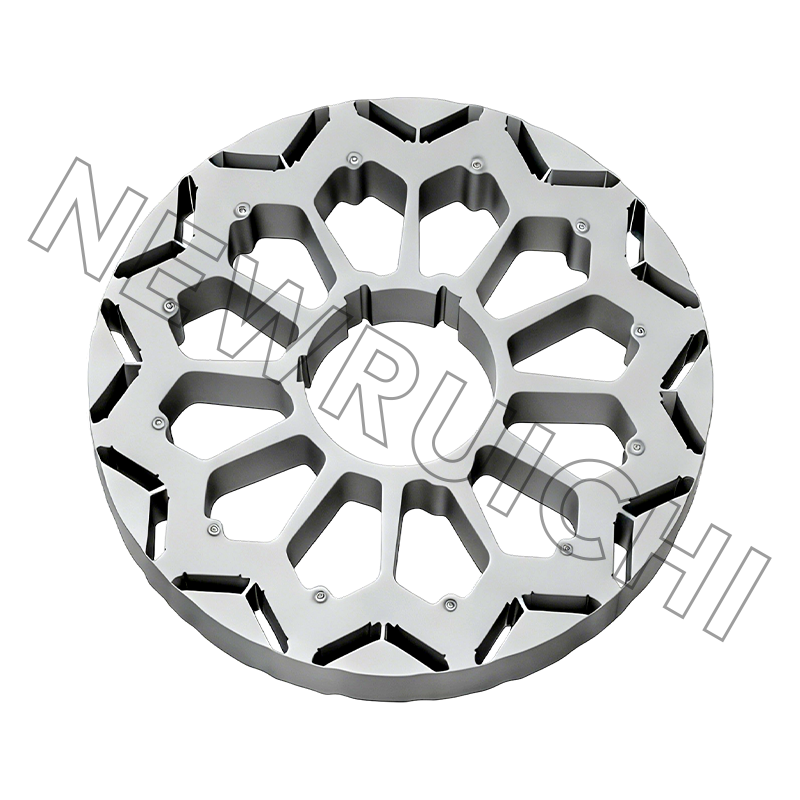
Servo Motor Laminasyon Geometrisi için Özelleştirme Seçenekleri
Standart laminasyon geometrileri en yaygın servo motor kasa boyutlarını ve kutup yuvası konfigürasyonlarını kapsar ancak birçok hassas hareket uygulaması, belirli performans, paketleme veya entegrasyon gereksinimlerini karşılamak için özelleştirilmiş laminasyon tasarımları gerektirir. Laminasyon geometrisinin özelleştirilmesi aşağıdaki boyutlarda mevcuttur:
- Dış ve iç çap — belirli motor gövdesi boyutlarına veya doğrudan tahrikli entegrasyon kısıtlamalarına göre uyarlanmıştır
- Yuva şekli ve açılma genişliği — belirli sarma teli göstergeleri, doldurma faktörleri ve yuva kaçağı endüktans hedefleri için optimize edilmiştir
- Diş ucu geometrisi — diş ucu bölgesindeki akı yoğunluğuna karşı vuruntu torkunun azaltılmasını dengelemek için ayarlanan pah açısı ve uç genişliği
- Rotor mıknatıs cebi geometrisi — dahili sabit mıknatıslı (IPM) rotor tasarımları için cep şekli, akı bariyeri etkinliğini ve çıkıntı oranını belirler; bunların her ikisi de isteksizlik torku katkısını ve dinamik kontrol bant genişliğini etkiler
- Yığın uzunluğu — eksenel paketleme kısıtlamaları dahilinde tork yoğunluğu hedeflerini karşılayacak şekilde ayarlandı
Özel laminasyon geometrileri için prototip takımlar, ilk doğrulama için tel EDM veya lazer kesim kullanılarak nispeten düşük maliyetle üretilebilir; geometri onaylandıktan sonra aşamalı kalıp takımları devreye alınır. Bu iki aşamalı yaklaşım, motor tasarımcılarının yüksek hacimli takım yatırımına erkenden taahhütte bulunmadan laminasyon geometrisi üzerinde yineleme yapmasına olanak tanır.
Performans Sonuçları: Yüksek Kaliteli Çekirdekler Uygulamada Ne Sağlar?
cumulative effect of material selection, dimensional precision, optimized pole–slot design, and careful assembly is measurable at the system level. Servo motors built on high-quality motor stator cores and precision-stamped laminations consistently demonstrate the following performance characteristics compared to motors using lower-specification cores:
- Azaltılmış tork dalgalanması — Robotik bağlantılarda ve doğrusal konumlandırma aşamalarında daha düzgün hareket profilleri sağlayarak, işleme uygulamalarında yüzey kalitesi ve al ve yerleştir otomasyonunda yol doğruluğu açısından doğrudan faydalar sağlar
- Daha düşük çalışma sıcaklığı — azaltılmış çekirdek kaybı, nominal yükte daha az ısı üretimi anlamına gelir, sargı yalıtım ömrünü uzatır ve güç kaybı olmadan daha yüksek sürekli görev döngülerine olanak tanır
- Daha hızlı dinamik yanıt — daha düşük manyetik kayıp ve daha yüksek geçirgenlik, motorun tork sabiti stabilitesini çalışma hızı aralığında iyileştirerek servo sürücüde daha dar akım döngüsü bant genişliklerini destekler
- Daha az titreşim ve akustik gürültü — kontrollü laminasyon düzlüğü, pürüzsüz yuva kenarları ve hassas rotor dengesi, tıbbi, yarı iletken ve işbirlikçi robotik uygulamalarında giderek artan bir gereksinim olan duyulabilir gürültü üreten mekanik uyarma kuvvetlerini bastırır
- Partiden partiye tutarlı performans — üretim süreçlerindeki sıkı boyut toleransları, motor performans parametrelerinin üretim programının ömrü boyunca spesifikasyon dahilinde kalmasını sağlayarak sistem entegrasyon aşamasında bireysel motor kalibrasyonu ihtiyacını azaltır
Servo motorların yılda on milyonlarca konumlandırma hareketi gerçekleştirebildiği yüksek çevrimli üretim ortamlarında, bu performans avantajları sistemin çalışma ömrü boyunca birleşir; enerji tüketimini azaltır, bakım aralıklarını uzatır ve daha düşük spesifikasyona sahip stator rotor çekirdek bileşenleri üzerine kurulu motorlara göre toplam sahip olma maliyetini artırır.
E-posta adresiniz yayımlanmayacaktır. Zorunlu alanlar * olarak işaretlenmiştir




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Telif hakkı © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator ve Rotor Çekirdekleri Üreticileri
