 tr
tr
Motor Üreticileri Neden Kuruluma Hazır Bitmiş Çekirdeklere Geçiyor?
Bireysel Laminasyonların Ötesinde: Tamamlanmış Çekirdek Montajların Durumu
Onlarca yıldır motor üreticileri bireysel laminasyonlar tedarik etti ve tüm alt istifleme, hizalama ve sabitleme işlemlerini şirket içinde yönetti. Bu yaklaşım maksimum esneklik sunarken aynı zamanda önemli bir karmaşıklığı da beraberinde getirdi: birden fazla alt süreci koordine etmek, her montaj aşaması için takımları korumak, operatörleri çeşitli teknikler konusunda eğitmek ve kullanılabilir tek bir çekirdek ortaya çıkmadan önce her adımda kaliteyi yönetmek. Ürün geliştirme döngüleri sıkıştıkça ve tedarik zincirleri daha fazla uzmanlık gerektirdikçe, daha verimli bir model benimsendi; üretim hattına tamamen işlenmiş ve hemen kullanılabilir hale gelen, kuruluma hazır bitmiş çekirdekler ve Bitmiş Motor Çekirdek Düzenekleri etrafında oluşturulmuş bir model.
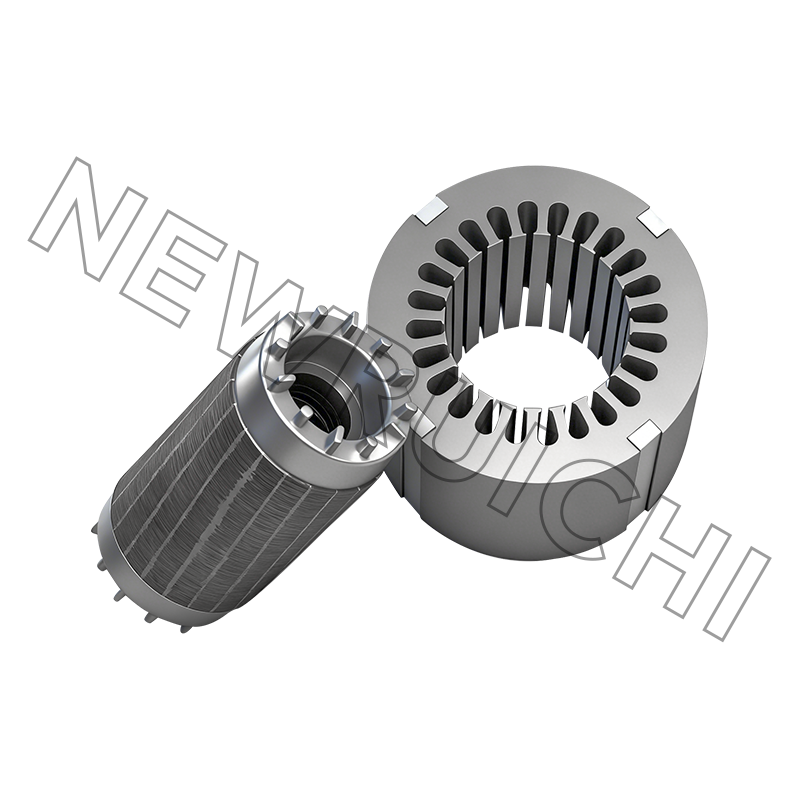
Bu değişim sadece bir rahatlık meselesi değil. Bu, motor üreticilerinin mühendislik kaynaklarını nasıl tahsis ettiği, riski nasıl yönettiği ve pazara çıkış süresini nasıl hızlandırdığı konusunda temel bir değişikliği temsil ediyor. Herhangi bir elektrik motorunun veya jeneratörün manyetik ve mekanik açıdan en kritik elemanı olan çekirdek, gevşek laminasyonlar yığını yerine sağlam, optimize edilmiş bir yapı olarak teslim edildiğinde, motor montajının sonraki her aşaması daha hızlı, daha tekrarlanabilir ve kalite kontrolü daha kolay hale gelir. Bu aksamların üretilmesinde neler gerektiğini ve onlar için doğru ortağın nasıl seçileceğini anlamak artık motor imalat endüstrisindeki mühendislik ve satın alma ekipleri için stratejik bir önceliktir.
Kuruluma Hazır Bitmiş Çekirdekler Aslında Neleri İçerir?
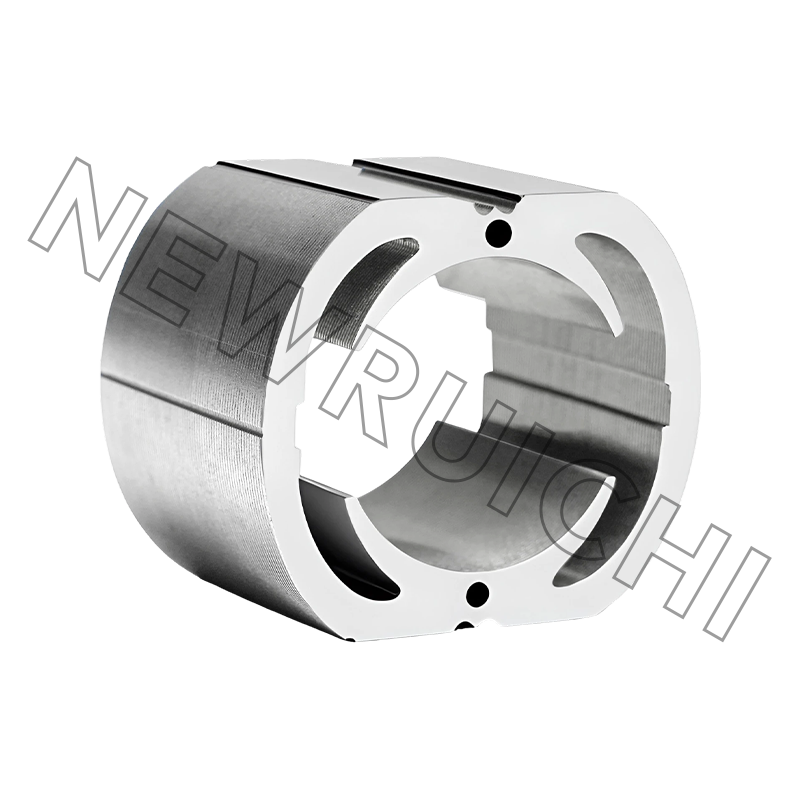
Terim kuruluma hazır bitmiş çekirdekler geniş bir teslimat yelpazesini kapsar ve bunların tümü, çekirdeğin müşterinin tesisine, montaj başlamadan önce başka bir yapısal işlem gerektirmeyecek bir durumda ulaşması ilkesiyle birleştirilir. Temel düzeyde bu, hassas bir şekilde istiflenmiş ve sabitlenmiş bir laminasyon paketi anlamına gelir; ancak pratikte "bitmiş" kapsamı, motor tipine, uygulamaya ve müşteri gereksinimlerine bağlı olarak önemli ölçüde değişiklik gösterir.
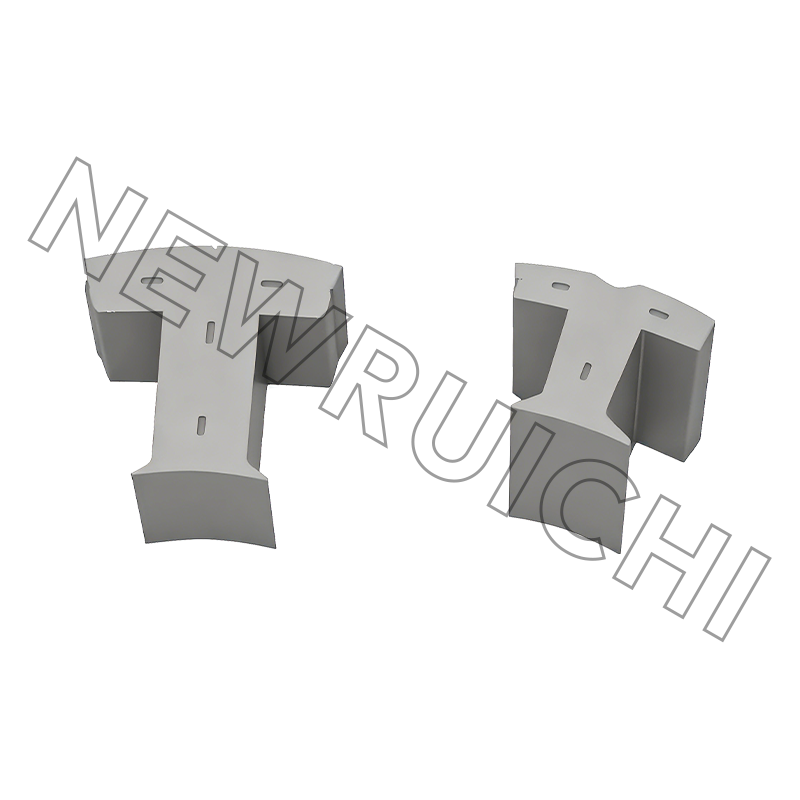
Tamamen gerçekleştirilmiş bir bitmiş çekirdek, normalde motor üreticisinin sorumluluğunda olan birkaç işlem aşamasını birleştirir. İstifleme, hedef yığın yüksekliğini ve manyetik simetriyi elde etmek için bireysel laminasyonları hassas dönme ve eksenel yönlerde hizalar. Perçinleme, laminasyon yığınını yüksek sıkma kuvvetiyle birlikte mekanik olarak kilitler ve motor çalışmasının titreşimi ve termal döngüsü altında boyutsal stabilite sağlar. Dış çevre boyunca veya belirlenen kaynak noktalarında uygulanan kaynak, yüksek gerilimli uygulamalar için ilave yapısal bütünlük sağlar. Laminasyon katmanları arasında özel yapıştırıcıların kullanıldığı yapıştırma, sese duyarlı uygulamalar için giderek daha fazla tercih edilmektedir çünkü duyulabilir motor gürültüsüne ve demir kaybına katkıda bulunan tabakalar arasındaki mikro titreşimi ortadan kaldırır. Özel tasarım gerekliliklerine göre seçilen ve sıralanan bu tekniklerin kombinasyonu, gevşek bir elektrikli çelik yığınını kararlı, optimize edilmiş bir manyetik çekirdek yapısına dönüştüren şeydir.
Çekirdek Montaj Süreçleri: İstifleme, Perçinleme, Kaynaklama ve Birleştirme
Dört ana birleştirme işleminin her biri, bitmiş çekirdeğe farklı ve değiştirilemez özellikler dizisine katkıda bulunur. Doğru kombinasyonu seçmek veya bir tedarikçinin neden belirli bir yaklaşımı belirlediğini anlamak, her sürecin neyi başardığı ve ne gibi ödünleşimler getirdiği konusunda netlik gerektirir.
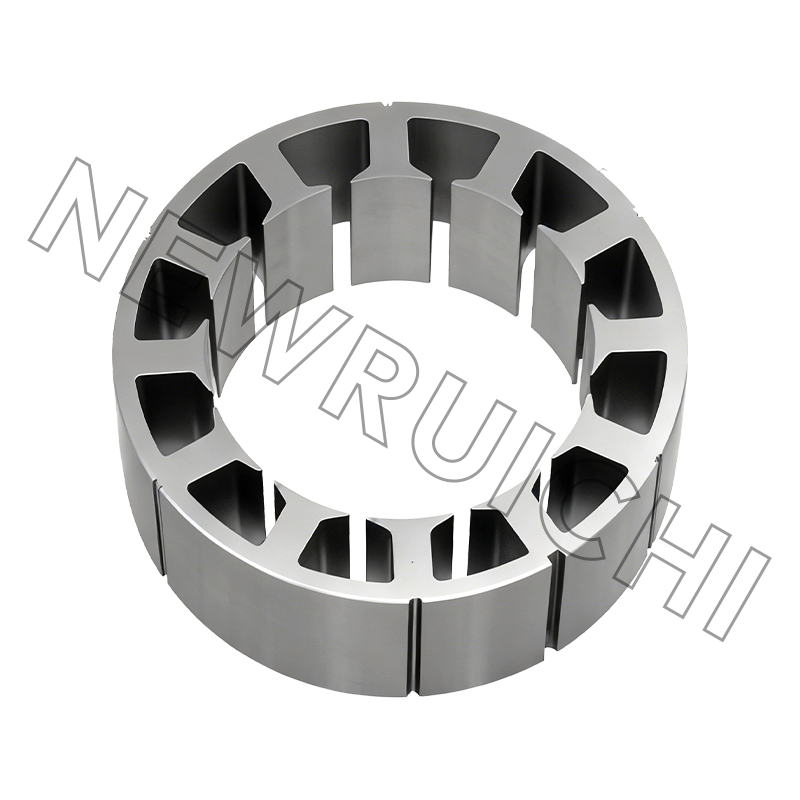
İstifleme ve Yönlendirme Kontrolü
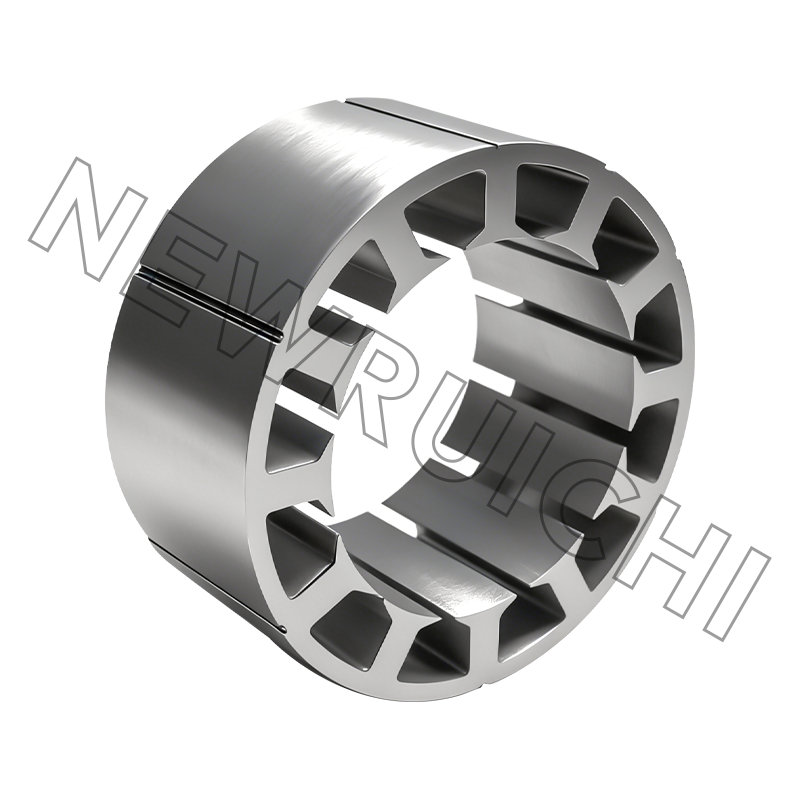
Hassas istifleme her çekirdek montaj işleminin temelidir. Yuva geometrilerinin, diş profillerinin ve boyunduruk boyutlarının istif yüksekliği boyunca tutarlı olmasını sağlamak için laminasyonların dar açısal ve eksenel toleranslar dahilinde hizalanması gerekir. Yüzlerce laminasyonda en küçük yanlış hizalamalar bile birikerek, sargının yerleştirilmesini zorlaştıran ve manyetik akı tekdüzeliğini bozan basamaklı yüzeyler üretir. Manüel istiflemenin güvenilir bir şekilde elde edemeyeceği toleransları korumak için, Bitirilmiş Motor Göbeği Düzeneklerinin yüksek hacimli üretiminde görsel yönlendirmeli hizalama ve proses içi yükseklik ölçümüne sahip otomatik istifleme sistemleri kullanılır.
Mekanik Bütünlük için Perçinleme
Perçinleme, çelik veya alüminyum perçinleri laminasyon istifindeki önceden delinmiş deliklerden geçirir ve perçin uçlarını kontrollü kuvvet altında deforme ederek eksenel ayrılmaya ve göreceli laminasyon hareketine direnen kelepçeli bir düzenek oluşturur. Bu süreç hızlıdır, uygun maliyetlidir ve stator ve rotor çekirdek geometrilerinde yaygın olarak uygulanabilir. Perçin deseni, malzeme ve sıkıştırma kuvveti, laminasyonlar arasında kısa devre yolları oluşturmadan yığın bütünlüğünü koruyacak şekilde tasarlanmıştır; bu, her tasarımda mekanik gereksinimlere göre dengelenmesi gereken önemli bir elektromanyetik performans unsurudur.
Yüksek Gerilim Uygulamaları için Kaynak
Stator çekirdeklerinin dış çapı boyunca veya rotor çekirdekleri üzerindeki eksenel kaynak hatları boyunca lazer kaynağı ve TIG kaynağı, tek başına perçinlemeye göre daha yüksek bağlantı mukavemeti sağlayarak, kaynaklı düzenekleri yüksek hızlı motorlar, çekiş uygulamaları ve şiddetli titreşime maruz kalan ortamlar için tercih edilen seçenek haline getirir. Kaynak nüfuz derinliği, boncuk geometrisi ve ısı girişi, termal distorsiyonu en aza indirmek ve girdap akımı kayıplarını artıracak katmanlar arası iletken köprülerin oluşumunu önlemek için sıkı bir şekilde kontrol edilir.
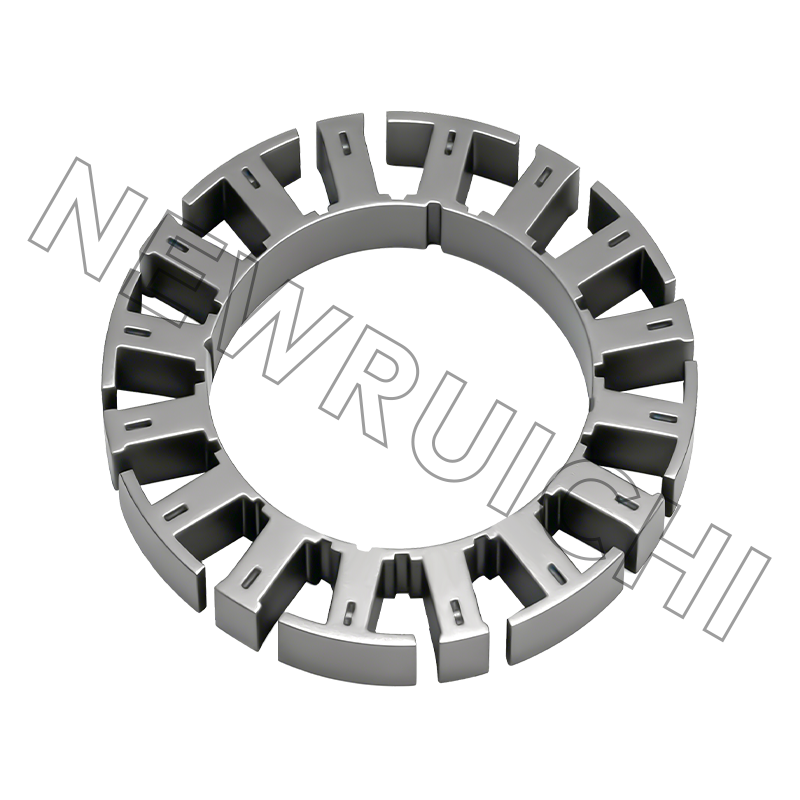
Gürültü ve Verimlilik Optimizasyonu için Bağlama
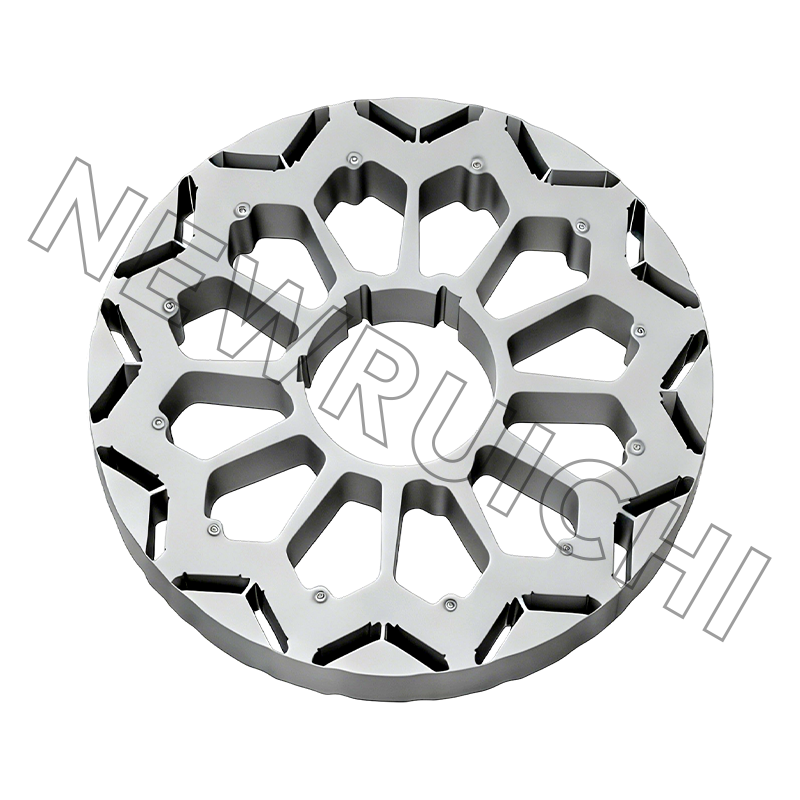
Laminasyonlar arasında termal olarak kürlenen veya UV ile kürlenen yapısal yapıştırıcılar kullanılarak yapılan yapıştırma, geleneksel perçinli veya kaynaklı çekirdeklerde titreşimden kaynaklanan gürültünün ana kaynağı olan mekanik temas arayüzlerini ortadan kaldırır. Bağlı çekirdekler ayrıca kelepçeleme gerilimini perçin veya kaynak noktalarında yoğunlaştırmak yerine laminasyon yüzeyi boyunca eşit şekilde dağıtır ve manyetik zorlayıcılıktaki lokal stres kaynaklı artışları azaltır. Birinci sınıf EV çekiş motorları, HVAC kompresör motorları ve hassas servo sürücüler için, birleştirilmiş, kuruluma hazır tamamlanmış çekirdekler, hem akustik performansta hem de genel motor verimliliğinde ölçülebilir iyileştirmeler sağlar.
İsteğe Bağlı Eklentiler: Şaft Montajı ve Yalıtım İşlemi
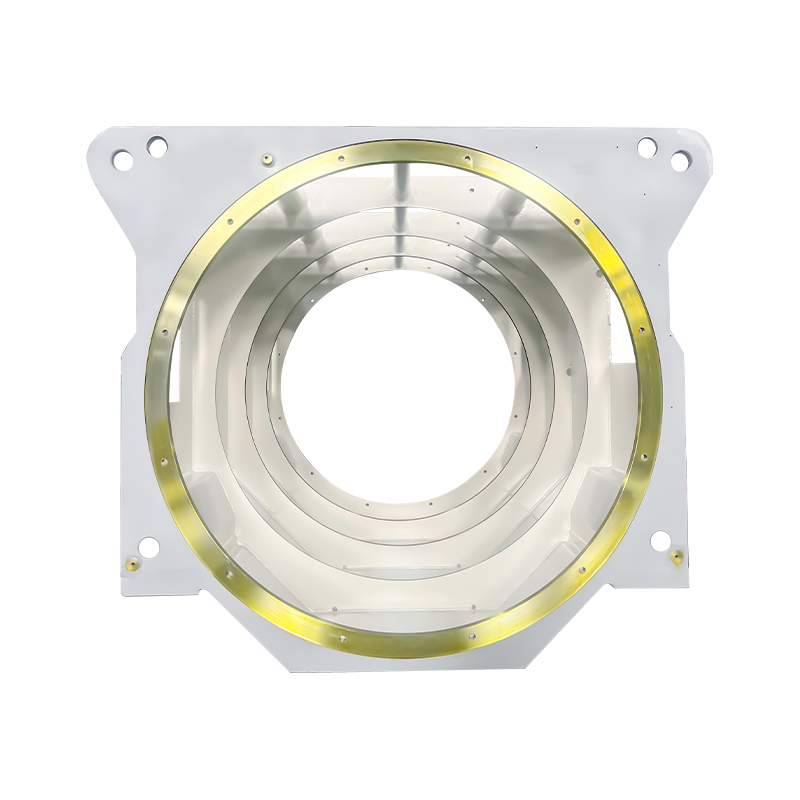
Temel sabitleme işlemlerinin ötesinde, tedarikçiler Bitmiş Motor Çekirdek Düzenekleri Müşterinin dahili montaj iş yükünü daha da sıkıştıran entegre eklenti hizmetleri giderek daha fazla sunuluyor. En etkili seçeneklerden ikisi şaft montajı ve izolasyon işlemidir; bunların her ikisi de ana tedarikçi düzeyinde gerçekleştirildiğinde, motor üreticisinin üretim hattındaki tüm süreç adımlarını ortadan kaldırır.
- Mil montajı: Rotor çekirdeğinin motor miline preslenmesi veya daraltılması, laminasyon hasarını önlemek için hassas sıkı geçme kontrolü, özel pres ekipmanı ve dikkatli termal yönetim gerektirir. Ana tedarikçi bu işlemi gerçekleştirdiğinde müşteri, rulman kurulumuna hazır, dengeli bir rotor alt düzeneği alır; bu, bunu belirli ölçekte güvenilir bir şekilde gerçekleştirmek için özel aletlerden yoksun olabilecek bir montaj hattından teknik açıdan zorlu bir süreci ortadan kaldırır.
- Yalıtım tedavisi: Yuva yalıtımı (önceden oluşturulmuş yalıtım kağıdı, toz kaplama veya sıvı epoksi emprenye olarak uygulanmış olsun) sargı iletkenlerini çekirdek çelikle elektrik temasından korur ve uzun vadeli motor güvenilirliği için gereken dielektrik bariyeri sağlar. Çekirdeklerin yarık izolasyonu zaten uygulanmış olarak alınması, sarım operatörlerinin, aksi halde ayrı ekipman ve kalite doğrulaması gerektirecek bir ara izolasyon hazırlama aşamasına gerek kalmadan bobin yerleştirmeye hemen başlamasına olanak tanır.
- Yüzey işleme ve kaplama: Teslimattan önce çekirdek tertibatına korozyon önleyici kaplamalar, son boya veya anotlama uygulanarak motor montaj tesisinde taşıma ve maskeleme işlemleri ortadan kaldırılır ve her ünitede tutarlı bir kozmetik ve koruyucu kaplama sağlanır.
- Boyutsal ve manyetik doğrulama: İstif yüksekliği, delik çapı, eşmerkezlilik ve ölçülen çekirdek kaybı verilerini içeren sevkıyat öncesi denetim raporları, motor üreticilerine, yedek gelen denetim adımları olmadan düzenekleri doğrudan üretime kabul etmek için gereken gelen kalite belgelerini sağlar.
Biten Çekirdek Montajlar Ürün Lansman Zaman Çizelgelerini Nasıl Kısaltıyor?
Kuruluma hazır bitmiş çekirdekler ve Bitmiş Motor Çekirdek Düzenekleri tedarik etmek için en ikna edici argümanlardan biri, yeni ürün geliştirme hızı üzerindeki doğrudan etkidir. Motor üreticileri dahili olarak tüm temel işleme adımlarından sorumlu olduğunda, her yeni ürün tasarımı istifleme fikstürlerinin, perçin takımlarının, kaynak parametrelerinin ve yalıtım uygulama süreçlerinin kalifikasyonunu gerektirir; bu, üretim amaçlı tek bir prototipin montajından önce geliştirme programına haftalar veya aylar ekleyebilecek bir doğrulama yüküdür.
Bu karmaşıklığın deneyimli bir ana montaj tedarikçisine dış kaynaklardan sağlanması, bu yeterlilik yüklerini yerleşik süreçlere, onaylanmış ekipmanlara ve özel mühendislik ekiplerine sahip bir tesise aktarır. Motor üreticisi, halihazırda boyutsal ve manyetik karakterizasyondan geçmiş, sargı, emprenye ve sistem düzeyinde testlere anında ilerlemeyi sağlayan bitmiş düzenekleri alır. Yinelenen tasarım değişiklikleri (yuva geometrisi ayarlamaları, yığın yüksekliği değişiklikleri veya malzeme kalitesi yükseltmeleri), motor üreticisinin dahili takımları yeniden nitelendirmesine gerek kalmadan hızlı bir şekilde gerçekleştirilebilir. Bu çeviklik, yeni bir motor tasarımını prototipten üretime mümkün olan en kısa sürede getirme yeteneğinin doğrudan ticari avantaj sağladığı rekabetçi pazarlarda özellikle değerlidir.
Tedarik Modellerinin Karşılaştırılması: Gevşek Laminasyonlar ve Bitmiş Montajlar
Gevşek laminasyonların tedarik edilmesi ile Bitmiş Motor Çekirdeği Düzeneklerinin tedarik edilmesi arasındaki karar, sonuçta dahili kapasiteyi, üretim hacmini, kalite kontrol gerekliliklerini ve tedarik zinciri riskini dengeleyen stratejik bir karardır. Aşağıdaki tablo, motor üreticileriyle en alakalı boyutlara göre iki tedarik modeli arasındaki temel farkları özetlemektedir:
| Boyut | Gevşek Laminasyonlar | Bitmiş Motor Çekirdek Düzenekleri |
| Dahili takım gerekli | Yüksek - istifleme, perçinleme, kaynak fikstürlerinin tümü gerekli | Düşük — takımlar tedarikçi tarafından yönetilir |
| Montaj hattı karmaşıklığı | Yüksek - sarmadan önce birden fazla işlem adımı gerekir | Düşük — çekirdek hemen kullanıma hazır olarak teslim edilir |
| Kalite kontrol noktaları | Çok — her dahili süreç adımı doğrulanmalıdır | Daha az — sevkıyattan önce tedarikçi tarafından doğrulanmıştır |
| Yeni ürün lansman hızı | Daha yavaş — dahili süreç yeterliliği gereklidir | Daha hızlı — tedarikçi kalifikasyonu halleder |
| Düşük ila orta hacimler için uygunluk | Daha az verimli — birim başına yüksek sabit maliyet | Çok uygundur — sabit alet yatırımı gerektirmez |
| Tasarım esnekliği | Yüksek — süreç parametreleri üzerinde tam kurum içi kontrol | Yüksek — tedarikçilerle işbirliği içinde uygulanan değişiklikler |
Doğru Tamamlanmış Çekirdek Montaj Ortağının Seçilmesi
Bitmiş bir motor çekirdeği grubunun kalitesi, onu üreten tedarikçinin yeteneklerinden ve süreç disiplininden ayrılamaz. Potansiyel bir ortağı değerlendirmek, tüm montaj süreci zinciri boyunca teknik kapasitesinin derinliğini değerlendirmek için fiyat ve teslim süresinin ötesine bakmayı gerektirir. Temel kriterler arasında mevcut sabitleme teknolojilerinin çeşitliliği (yalnızca perçinleme sunan bir tedarikçi, teknik olarak birleştirme veya kaynaklama gerektiren uygulamalara hizmet veremez) ile istifleme ve hizalama sistemlerinin hassasiyeti ve tekrarlanabilirliği, proses içi kalite izleme yaklaşımları ve her sevkiyatta belgelenmiş boyut ve manyetik performans verileri sağlama yetenekleri yer alır.
Tedarikçinin mühendislik destek kapasitesi de aynı derecede önemlidir. Kuruluma hazır bitmiş çekirdeklerin en iyi tedarikçileri, yalnızca tasarım dondurulduktan sonra sabit bir çizim yürütmekle kalmayıp, motor geliştirme aşamasında laminasyon geometrisi, yığın yüksekliği optimizasyonu, süreç seçimi ve malzeme kalitesi seçimleri hakkında girdi sağlayarak işbirlikçi tasarım ortakları olarak işlev görür. Bu erken katılım, hem motor performansı hem de üretim verimliliği açısından optimize edilmiş tasarımlara olanak tanıyarak, daha erken tedarikçi katılımıyla beklenebilecek tasarım yinelemeleriyle ilgili maliyet ve süreyi azaltır. Ürün piyasaya sürme sürelerini kısaltmaya ve bitmiş montajlarının tutarlılığını iyileştirmeye kararlı motor üreticileri için, bu yetenek derinliğine sahip bir tedarikçiyi seçmek, satın alma sürecinde en yüksek kaldıraçlı kararlardan biridir.

E-posta adresiniz yayımlanmayacaktır. Zorunlu alanlar * olarak işaretlenmiştir




![]() Email: [email protected]
Email: [email protected]
[email protected]
[email protected]
![]() Telefon/Telefon:
+86-18861576796 +86-18261588866
Telefon/Telefon:
+86-18861576796 +86-18261588866
+86-15061854509 +86-15305731515
Telif hakkı © Wuxi New Ruichi Technology Co., Ltd. / Wuxi Cailiang Machinery Co., Ltd. All rights reserved.
Stator ve Rotor Çekirdekleri Üreticileri
